
相关推荐
01
—
采用拉动生产方式
拉动式生产方式是后一道工序根据需要要求前一道工序制造正好需要的零部件,它是JIT(JustIn Time)生产方式的核心。具体如图5-3所示。
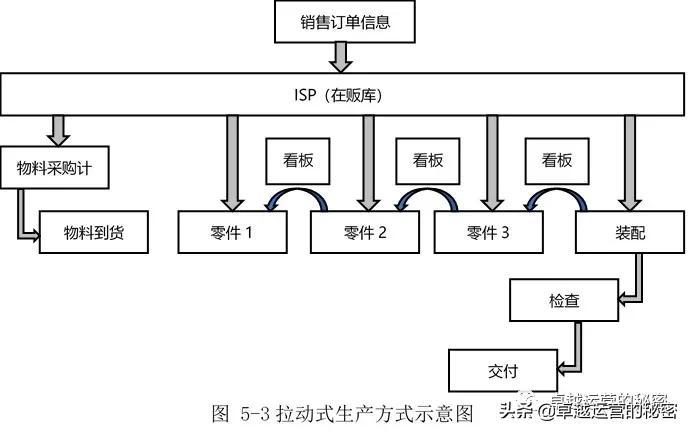
拉动式生产方式说起来简单,且容易理解,但在实施的时候,ISP计划在制作时要不要进行销售预测呢?
有些人认为既然是JIT生产,那么就应该按照订单生产,订单有多少那么计划就安排多少。而有些人则认为,如果不做预测,那么订单数量不满足生产产能,造成产能浪费,再说订单一旦下达,就要求交货期很短,那么如果等到订单下达,再开始材料订购、生产,这样周期较长,就很难满足客户的需求。所以,ISP到底该怎么处理?
这就要根据公司产品进行相应判断,可以将产品分为两类,一类是完全定制化产品,产品自带防火墙,没有太多竞争。该类产品就应该完全进行定制化生产,应严格按单生产。
一类是通用化产品或者是快消产品,该类产品就需要由销售进行销售预测,根据预测进行适当的原材料采购和少量产品预生产,以满足客户快速交货的要求。至于预测该预测多长时间的量,生产计划锁定多久不予变更等,需要根据公司实际销售状况以及销售人员预测的准确性进行综合性研判后确定。
如有一家企业,其生产计划过程如图5-4所示。在该计划管理过程中,就是直接采用已确定的销售订单作为输入,不进行销售预测,那么这种生产方式到底是优是劣?
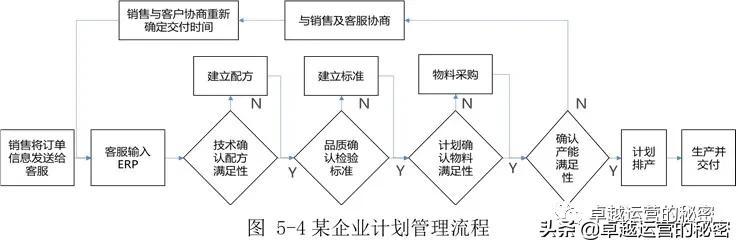
经过仔细调研发现,其订单一般只有7天的量,并且7天内,仅有两天的订单可以满足产能要求,其余几天时间的生产订单很少,不能满足产能需求,并且订单量均较小,导致生产过程不断的换型和等待。另外采购在做物料采购计划时,无生产计划作为依据,所以只能根据前一个月的材料使用量进行自主预测后进行采购,最终一方面导致材料库存居高不下,另一方面生产时,经常因物料不足影响生产正常进行。最终导致生产过程极不稳定,生产效率低下,生产成本居高不下。
因此,在生产方式选择时,一定要灵活处理,切不可生搬硬套。
02
—
让价值流动起来
快速响应与敏捷是制造业成功的关键因素,其流程上最重要、最宝贵的资源就是时间,所有的利益都与材料流和信息流的速度成正比。具体流程的效率可以用下式表示:
流程的效率=增值时间/总提前时间(产品的总生产时间)
然而事实上,当今大多数产品的加工时间只占总时间的5%,储存、搬运、运输、销售、包装等作业占了95%的时间。那么我们要想获得更高的流程效率,那就要区分哪些是增值时间,哪些是非增值时间,并且要将增值时间尽可能放大,将非增值时间尽可能减少。
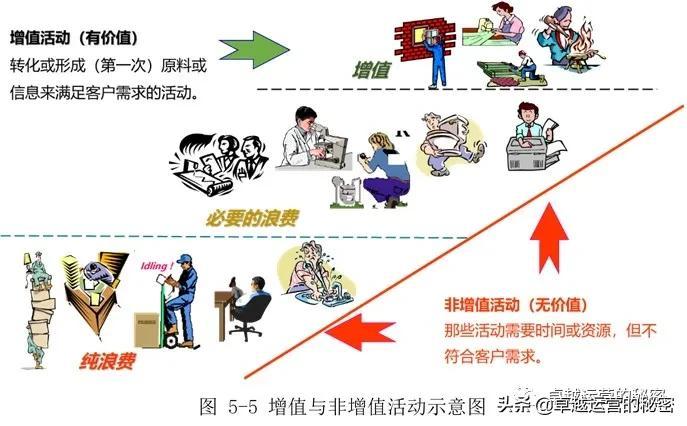
所谓增值(VA)就是指顾客愿意付费的,能改变形状和功能的活动。除此之外的,任何消耗资源但不增加价值的活动可以称之为非增值(NVA)活动。非增值(NVA)活动中,有一部分虽然是非增值的,但是又是生产或者服务过程中必不可少的中间环节,我们可以称之为必要的浪费,但有一部分活动需要时间或资源,但不符合客户的需求,我们将之称之为纯浪费,具体如图5-5所示。
生产过程中的浪费就是大家经常所说的八大浪费,包括等待浪费、不良浪费、库存浪费、搬运浪费、动作浪费、过度加工浪费、过量生产浪费和人才浪费等。所以要想获得更多的利益或者利润,那就必须得减少流程中的各种浪费。
本章主要研究生产方式的优化,那接下来我们就要考虑生产流程中哪些环节可以优化,可以减少浪费,真正让价值流动起来。
1)消除流程中的无价值劳动
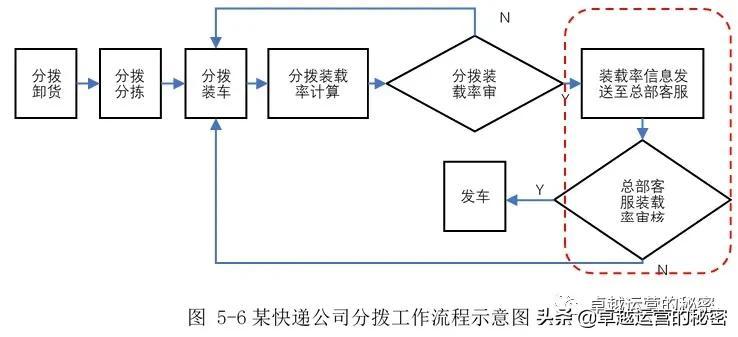
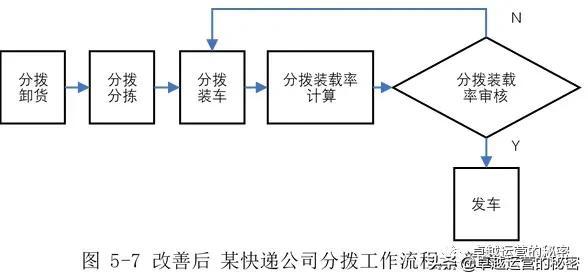
在流程设计中,往往有时候有些工作过度设置,造成不必要的工作,这些工作就是无价值劳动中的纯粹浪费,应该予以识别并去除。如图5-6某快递公司分拨工作流程所示,物品装车后,分拨进行了装载率计算并进行了审核,然后再将装载率数据发送至总部客服进行审核,在审核过程中,分拨只能等待审核结果,等审核完成后才能发车。在这个流程中,既然分拨已经进行了装载率审核,那么总部为什么还要进行审核?只要审核标准以及处理流程一致,那么总部的这次审核就完全没有必要,纯属多此一举,不仅进行了无价值的工作,还造成了车辆不必要的等待浪费,所以应该及时予以去除。改善后每趟发车至少可以节约30分钟的等待审核时间,提高了发车效率,具体如图5-7所示。
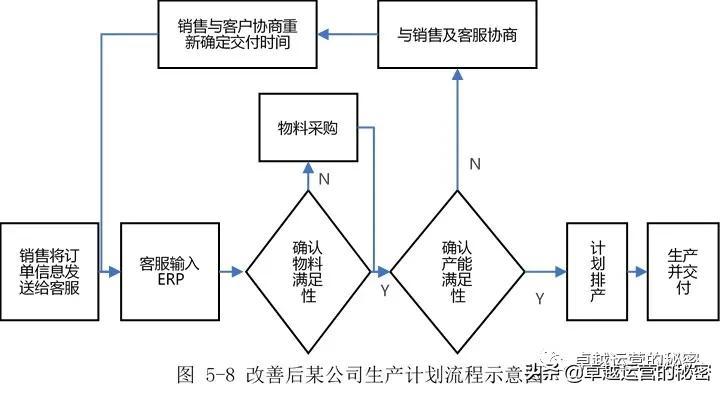
再如前文所述图5-4某企业计划管理流程中,一旦产品经过了定型之后,产品的配方固定、生产工艺标准固定,检验标准也已固定,那么技术部确认配方、品质部确认检验标准根本就无必要,属于无价值的纯粹工作浪费,可以予以去除,去除后的工作流程如图5-8所示,可减少两项务必要工作,使流程更加简单高效。
2)消除流程中的等待
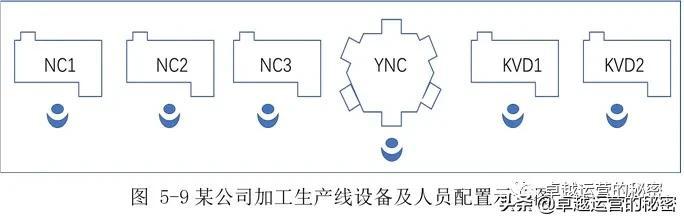
在流程设计中,如果设计不周,就会造成很多的等待,包括人员的等待、物品等待和设备或设施等待。如果有物料等待或设备等待,说明线平衡存在问题;如果有人员等待,说明人机配合存在问题,不管是哪种等待,这些都是纯粹的浪费,应尽可能予以消除。如图5-9所示,某公司的产品加工过程中,NC1-3设备相同,加工内容相同,加工T/L为54S,YNC加工T/L为18S,KVD1-2设备相同,L/T为27S。乍一看,没有任何问题,线平衡配合非常好,没有任何浪费。但是再仔细进行分析,发现,NC设备的T/L中,人工拿取工件时间为12S,设备加工时间为42S。所以每人开一台设备,就意味着每个人工作12S之后,要等待42S之后才能进行下一个动作。其中这42S的等待,就属于人工等待,属于纯粹的等待浪费,应予以去除。同样,再经过分析发现,YNC总共有6个加工位,一次拿出1个工件后再放入1个工件,需要时间共17S,而设备总T/L时间为18S,基本上不存在浪费。KVD拿取工件时间为12S,加工时间为15S,同样每个人员存在15S钟的等待时间,属于浪费,应予以去除。
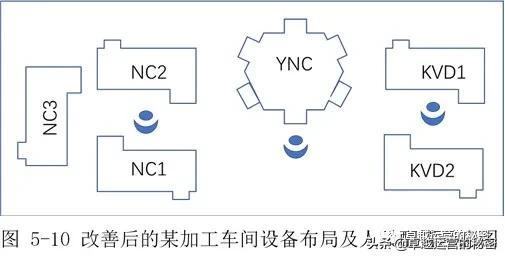
经过上述分析可以看出NC的操作人员和KVD的操作人员存在等待浪费,因此,根据分析结果,将产线变更如图5-10所示,NC段三台设备呈品字形布局,保留一名操作人员,这样,人员在NC1上放入工件后,再去NC2上取下工件,再放入新的工件,然后再转到NC3上取下工件,放入新的工件,这样人员操作时长变成了40S(含3S的行走时间),基本与设备加工时间的42S匹配。KVD按照面对面布局,基本思路与NC一致。这样,减少了3名操作人员,减少了人员的时间等待,降低了50%的生产人工成本,同时还可以降低设备间的中间载库。
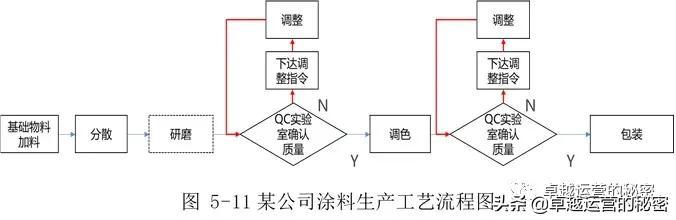
再如某油漆制造企业,在油漆生产过程中,其工艺流程如图5-11所示,发散、研磨工序由生产操作人员进行,然后再由检验人员对研磨后的半成品进行试验确认,经过确认后,检验人员发出指令,再由生产人员进行调整,调……直到合格后,再由生产人员进行调色,调色后再由检验人员进行试验,再调整,再检验……直到合格,最后再由生产人员进行包装。这个过程中,检验人员试验一次的时间大约需要1个小时,生产人员就处于等待结果中,等待时间过长,生产过程处于不可控状态。
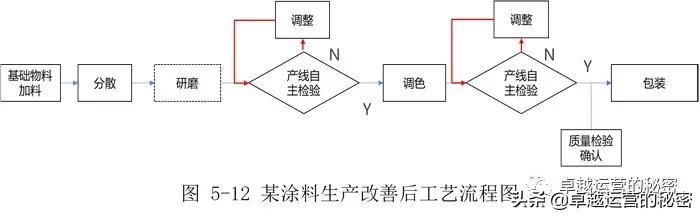
造成这种局面的主要原因是生产过程工艺标准化不足,且现场无快速检验手段,所以依赖于实验室的检测。知道了具体原因后,经过质量部门与生产部门合力研究出标准作业方法及现场快速检验方法,将研磨后和调色后的确认工作交由现场人员快速确认和调整,检验人员在调色后只进行质量确认,如图5-12所示,这样,减少了现场人员的等待时间,也减少了检验人员的试验时间,既节省了时间,提高了生产效率,生产过程变得平稳、可控。
流程中的等待案例还有很多,这里就不再一一列举,大家在工作过程中,应抓住原理原则,仔细识别,消除浪费,让价值流动起来。
相关推荐
网站内容来自网络,如有侵权请联系我们,立即删除!
Copyright © 三六常识 鲁ICP备2022021552号-7




